Л«ЅрКфИИёґєПґёН·
ёьРВЈє2016-7-16 17:13:03 µг»чЈє
- ІъЖ·Ж·ЕЖ ї№ДНЕЖ
- ІъЖ·РНєЕ
ПкПёЅйЙЬ
Л«ЅрКфИИёґєПґёН·Јє1.Л«ЅрКфИИёґєПґёН·УГУЪЖЖЛйБЈ¶И100єБГЧЧуУТµДЛ®ДаКмБП,К№УГКЩГьКЗЖХНЁёЯГМёЦµД3-5±¶.
2.УЙУЪ№¤їуМхјюІ»Н¬,ОпБПУІ¶ИИН¶ИІ»Н¬,Л«ЅрКфИИёґєПґёН·УГУЪЖЖЛйБЈ¶И100єБГЧЧуУТµДМъїуКЇ,єУВСКЇµИОпБП,К№УГКµАэЙЩ,К№УГКЩГьМбёЯ±¶ВКЅ«І»ИзЖЖЛйЛ®ДаКмБПёЯ,ЗТИЭТЧіцПЦ¶ПБСДҐЛрїмµИ±Ч¶Л.

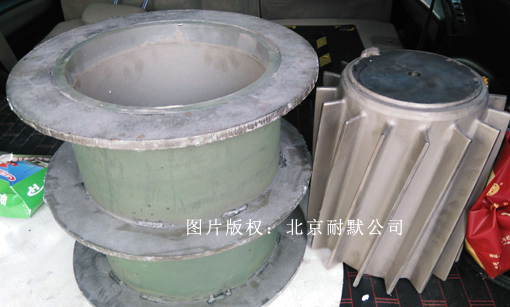
НјЈЁ1Ј©Л«ЅрКфёґєПґёН·Ј¬µҐёцЦШБїїЙТФґп100№«Ѕп
Л«ЅрКфИИёґєПґёН·µД»ЇС§іЙ·Ц1.ґё±ъµД»ЇС§іЙ·Ц:
ОЄБЛК№ґё±ъѕЯУРЧг№»µДИНРФ,Зї¶ИєНДНДҐРФДЬ,ЅЁТйІЙУГµНМј¶аФЄµНєПЅрёЦ.
2.ґёН·µД»ЇС§іЙ·Ц:
ОЄБЛК№ґёН·ѕЯУРёЯУІ¶ИёЯЗї¶ИёЯДНДҐРФДЬєНЧг№»ИНРФ,ЅЁТйІЙУГСЗ№Іѕ§ёЯёх(Cr20)єПЅрЦэМъ.Иэ. Л«ЅрКфИИёґєПґёН·µДЦэФ칤ТХ

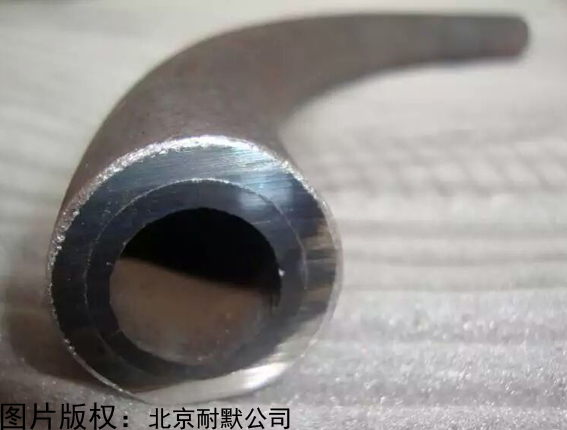
НјЈЁ2Ј©УГУЪЦЖЙ°Йи±ёµДРЎґёН·Ј¬ДНДҐРФЅПєГЈ¬Паµ±УЪёЯГМёЦµД3±¶ЧуУТ
1.ґё±ъЦэФ칤ТХ1). ґё±ъµДЅб№№ЙијЖУ¦ёГ±ЈЦ¤УРід·ЦµДёЯёхЦэМъµДМъЛ®°ь№ьЧЎЅбєПµДІї·Ц.Т»°гФЪЛДёц·ЅПт°ь№ьµДєс¶ИѕщУ¦ФЪ30єБГЧЧуУТ;ёщѕЭЅб№№І»Н¬їЄ1-3ёцФІїЧ,ТФ±гёьєГµД¶¤ФъЧЎёЯёхЦэМъµДМъЛ®;ОЄБЛК№ЅбєПµД±ЯФµІ»ІъЙъРЎБСОЖ, ґё±ъµДЅбєПІї·ЦУ¦ёГјх±Ў5-10єБГЧ,К№±ЯФµЅбєПІї·Цєс¶ИОЄ15 єБГЧТФЙП,їЙ±ЬГвІъЙъРЎБСОЖ.
2). ґё±ъїЙІЙУГПыК§ДЈЦэФм,ТЄИ·±ЈОЮЛхїЧ,ОЮЛхЛЙ.
3). ґё±ъТЄИПХжЗеАнґтДҐ·Й±ЯГ«ґМ,МШ±рКЗУлёЯёхЦэМъµДМъЛ®ЅбєПµДІїО»ТЄґтДҐ№в»¬.
4). ОЄБЛУлёЯёхЦэМъµДМъЛ®АО№МЅбєП, ґё±ъТЄЅшРР600-700ЎжУиИИ,(ИИµЅ°µємЙ«),УГМъЗЇЛНµЅЦэРН,ВнЙПєППдЅЅЧў.
2.ґёН·ЦэФ칤ТХ
1).ІЙУГЛ®ІЈБ§КЇУўЙ°ФмРН,¶юСх»ЇМјУІ»Ї,Лўґј»щјоРФНїБП,±нГжФЩєжёЙ;
2).јУІ№ЛхГ°їЪј°іцЖшїЧ, ТЄИ·±ЈОЮЛхїЧ,ОЮЛхЛЙј°ЖшїЧµИЖдЛыЦэФмИ±ПЭ.
 Ўў
Ўў
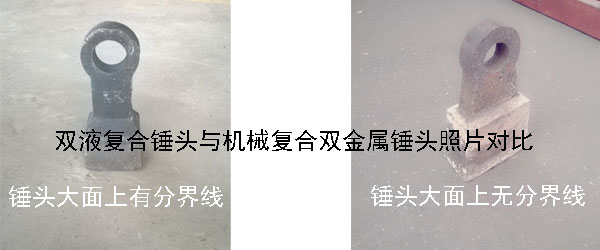
НјЈЁ3Ј©Л«ТєёґєПґёН·Ул»ъРµёґєПЛ«ЅрКфґёН·µДХХЖ¬¶Ф±И
Л«ЅрКфИИёґєПґёН·µДИИґ¦Ан№¤ТХ
1.ЙэОВ¶ИЛЩ¶И:ґУ150ЎжїЄКјТФГїРЎК±100ЎжµДЛЩ¶ИЙэµЅ650Ўж±ЈОВ1.5РЎК±Ц®єуЛжВЇЙэОВ.2.ґг»рОВ¶ИОЄ:1000ЎжЎА20Ўж,±ЈОВК±јд2РЎК±(Т»°гЦэјюєс¶ИГї25єБГЧ±ЈОВ¶И1 РЎК±);іцВЇ·зґг;
3.»Ш»рОВ¶И:300ЎжЎА20Ўж, ±ЈОВК±јд4-5РЎК±їХАд.
ЧўТвКВПо
1.Л«ЅрКфёґєПґёН·ЗеАнґтДҐТЄПёРД,І»РнУЙУЪЗеАнґтДҐИЛОЄФміЙБСОЖ;
2.Л«ЅрКфИИёґєПґёН·ИИґ¦АніцВЇ·зґгТЄИПХжЧРПё,АдИґЛЩ¶ИІ»ДЬ№эїм,ТФГвІъЙъБСОЖ.
ёь¶аІъЖ·